


氮气加注
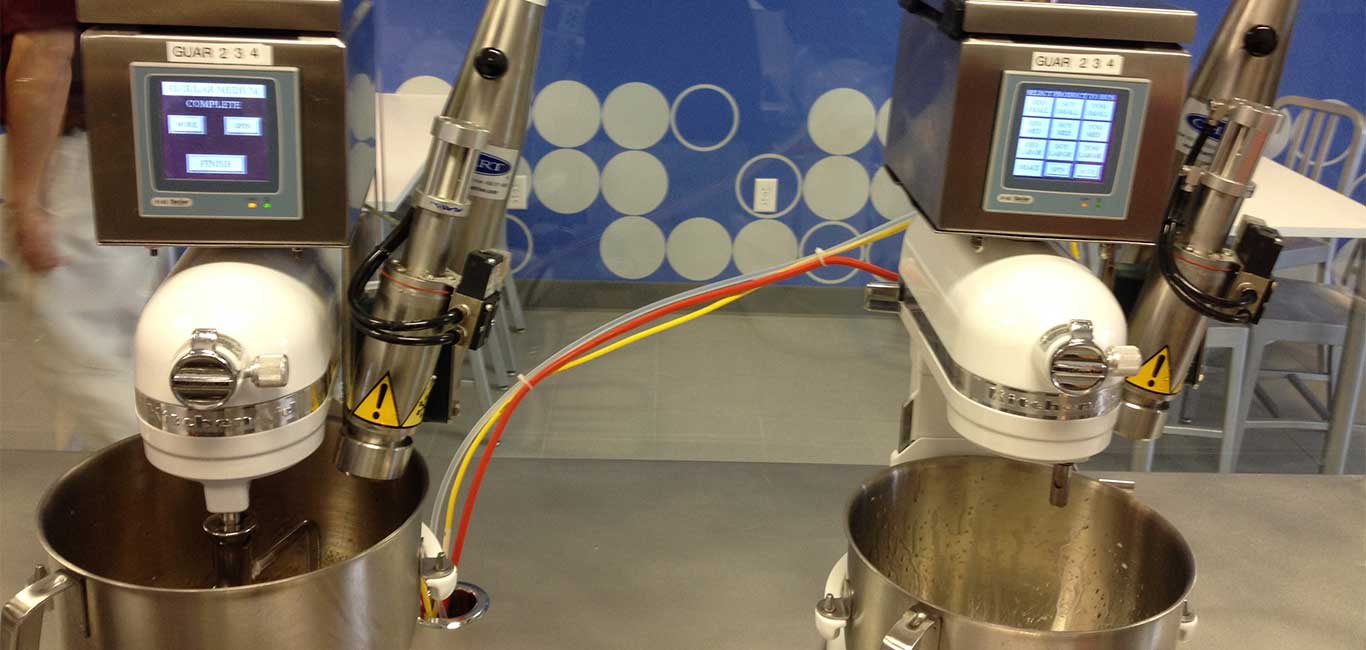
Chart 的液氮加注系统用于各种产品的包装,实现保存、加压和冷冻。主要优势是延长保质期、减轻重量和提高产品质量。
Chart 的液氮加注系统用于各种产品的包装,实现保存、加压和冷冻。主要优势是延长保质期、减轻重量和提高产品质量。
一份液氮 (LN2) 在环境温度升温,并膨胀成 700 份气态氮。Chart 的自动加注机在密封前将精确测量的液氮剂量分配到每个容器中。装入的液氮蒸发,产生压力,增加容器的刚性,因为可以使用更薄的容器壁。
使用一个“小部件”在打开罐体时营造与从氮气龙头中倒出时同样的效果。氮气会释放出来并搅动饮料。

熟悉精酿啤酒的热潮和氮气咖啡现象吗?以上两者都得益于 Chart 的加氮技术。
如想了解更多信息,我们将通过信息网络研讨会提供学习机会。
在封口或加盖前数秒之时加入精确剂量的液氮。体积膨胀的气化氮将氧气挤到容器之外。
主要优势:氧量减少、保质期延长、高效的氮消耗以及稳定的有机产品
典型应用:汽车润滑油、啤酒、调味品、葡萄酒
运行中:根据有迹可循的研究显示,与传统氮气吹扫相比,保质期延长了 26 %,顶空氧量减少了 90 % 到 95 %
在加盖和封口之前即时提供精确剂量的液氮。装入的液氮将迅速汽化,使容器内压力增加。
主要优势:包装重量更轻且刚度更高、玻璃变为塑料、无需包装拼接、易于标记、氧量减少
典型应用:瓶装水、能量饮料、亚麻籽油、果汁(高温加注和室温加注)、茶、醋
运行中:已有书面记录显示,在采用 Chart 的 MicroDose™ 技术后,PET 瓶重减少 9 克。假设 PET 树脂成本为 0.80 美元/磅且单条生产线的运行速度为 700 瓶/分钟,相当于每年节省成本超过 260 万美元。
一定剂量的液氮被加入以“锁入内部”,在产品被转移到传统通道或螺旋冷冻机前将其表面冷冻起来。
主要优势:保持产品完整性、便于包装和贴标签、促进新产品进入市场、改善口感和质地
典型应用:蘸汁冰淇淋蛋卷筒和雪糕咖啡店
运行中:用液氮闪冻冰淇淋蛋卷筒可在整个包装过程中提供稳定性和支撑,从而改善产品的整体外观
在封口或加盖前数秒之时将大剂量的液氮加入包装中。
主要优势:延长保质期、减少氧量、减少氮消耗、稳定的有机产品
典型应用:婴儿配方奶粉、咖啡、坚果、什锦杂果、植物萃取产品
运行中:相对于传统的氮气吹扫,用 Chart 加注机可减少 46% 的氮消耗
从初始设计到完整的售后服务,我们始终与客户紧密合作,确保整套系统按照其要求进行设计和建造并始终高效率运行。
查看并下载销售资料、技术手册等。
免费电话:+1 800 400 4683
服务 +1 800 253 1769










 请求报价
请求报价
 通过电子邮件发送查询
通过电子邮件发送查询
 查看我们的办公地址
查看我们的办公地址
 加入我们的团队
加入我们的团队